L'idroformatura
L'idroformatura è una tecnologia recente che vede il suo principale campo di applicazione proprio nella componentistica per auto e moto.
Consiste nella formatura di un componente mediante la pressione esercitata su di esso da un fluido idraulico – ad esempio acqua - contro uno stampo.
È applicabile a lamiere o ad elementi cavi come tubi o profilati estrusi, sia in lega leggera che in acciaio.
L’idroformatura di un profilato cavo avviene mediante il posizionamento dello stesso in uno stampo e l’introduzione al suo interno del fluido a pressione, ed è utilizzata soprattutto per ottenere geometrie complesse.

L’idroformatura di lamiere può avvenire in 2 modalità:
- La lamiera è forzata in uno stampo dal fluido messo in pressione da una pompa o dall'azione di una pressa;
- La lamiera è deformata da un punzone che agisce contro il fluido a pressione.
Il processo è definito a bassa o ad alta pressione a seconda che il fluido sia a pressioni minori o maggiori di 83 MPa (12000 psi). Le pressioni più elevate sono necessarie con le geometrie più complesse.

Voglio questo scaricooooo!!! ^_^
Quali sono i vantaggi?
- Possibilità di variare la sezione nel senso della lunghezza del pezzo;
- Integrazione di parti e funzioni con conseguente riduzione del numero di componenti;
- Integrazione delle operazioni di perforazione e punzonatura nel processo di idroformatura;
- Eliminazione di flange per la saldatura;
- Stabilità dimensionale;
- Riduzione dei pesi!!!!!!!!
DLC - diamante nero!
Il trattamento DLC è un rivestimento superficiale a base di carbonio amorfo o carbonio amorfo idrogenato e presenta queste caratteristiche:

In altri casi questo trattamento viene usato solo per fini estetici....
- elevata durezza
- basso coefficiente di attrito
- chimicamente inerte (non reagisce chimicamente con altri elementi..)
- dielettrico (che non conduce elettricità... ;) )
- bassa rugosità
- resistenza all'usura
Il nome "Diamond-like" deriva proprio dalle caratteristiche di elevata durezza e resistenza di questi rivestimenti che si presentano di colore nero lucido (shiny and black!)
Questi rivestimenti vengono ora molto usati nei motori per ridurre l'attrito tra i componenti in moto relativo che, considerando i regimi di rotazione che vengono raggiunti nei motori sportivi attuali, ha un grande peso sulla potenza sviluppata e sui consumi.
I principali componenti su cui vengono utilizzati questi rivestimenti sono:
- valvole
- bicchierini
- alberi a camme
- pistoni
- spinotti dei pistoni
- canne cilindro

In altri casi questo trattamento viene usato solo per fini estetici....
Il titanio all'interno del motore
Nonostante il titanio abbia fatto strada nella produzione in serie di particolari di auto, il suo uso è limitato ad applicazioni di nicchia in quanto il costo di prodotti semi-finiti in titanio è ancora restrittivo. Valvole
Valvole
Meno peso = più potenza!!!!!
Il titanio è stato introdotto per ottenere vantaggi dal punto di vista del peso e della funzionalità di alcuni particolari.
Le proprietà specifiche della lega di titanio più usata sono confrontabili con quelle di un acciaio trattato termicamente ad altissima resistenza, con quelle dell'Ergal e con quelle di una lega di magnesio forgiata ad alta resistenza. Le leghe di titanio sono chiaramente superiori agli altri materiali metallici quando il componente è destinato a massima resistenza o massima resistenza a fatica.
I produttori sono pronti ad utilizzare materiali molto costosi nelle auto e nelle moto, se ciò contribuisce a ridurre le masse rotanti e quelle in moto alterno.
Bielle
Le bielle non sono solo progettate per resistere a fatica, quelle realizzate in titanio sono delicate nella regione del foro di diametro maggiore, dove data la loro ridotta espansione termica rispetto all'albero deve essere mantenuto un gioco maggiore dei cuscinetti. La produzione di bielle in titanio è associata a d un costo addizionale, poichè a causa della bassa resistenza ad usura il titanio dev'essere rivestito nelle zone sensibili. Inoltre la lavorazione del titanio è difficoltosa e il suo incremento di sensibilità all'intaglio necessita di ottimizzazioni strutturali e di fasi aggiuntive nel processo di produzione. Per queste ragioni il risparmio di peso può raggiungere solo il 20% ed hanno tipicamente profilo ad I anzichè ad H come le bielle in acciaio.
 Valvole
ValvoleUn'altra applicazione attrattiva sono le valvole, in questo caso le masse in moto alterno determinano la velocità massima del motore. I requisiti richiesti ai materiali per valvole sono molti: oltre a resistere ad alti carichi termici con temperature di scarico oltre i 900°C, la base della valvola è messa sotto sforzo da contatto ciclico con la sede della valvola stessa; lo stelo è invece soggetto a carichi occasionali di flessione. Un'alternativa plausibile al corrente uso dell'acciaio è l'utilizzo di leghe di alluminio-titanio e leghe di titanio resistenti alle alte temperature. Tutto ciò permette riduzioni di peso dal 40 al 50%.
Questa riduzione di peso può permettere un incremento del regime massimo di rotazione di 500 rpm e, se la riduzione di massa non è interamente convertita in aumento di giri al minuto, essa produce un risparmio di combustibile ed una riduzione della massa delle molle delle valvole di un ulteriore 15-20%.
Le molle delle valvole possono essere facilmente prodotte in titanio e sono largamento usate nelle competizioni. Quando vengono accoppiate a valvole in TiAl si può ottenere una riduzione della massa fino al 70%.

Meno peso = più potenza!!!!!
Alberi a camme - progettare la potenza!!!
La distribuzione con alberi a camme in testa è riconosciuta come la più efficiente. Per incrementare le prestazioni dei nostri motori si va a modificare il profilo camma, lavorando sull'ampiezza delle fasi e sull'alzata valvole.

Ovviamente per la foto ho scelto degli alberi con DLC, adoro il nero.... peccato che gli alberi non siano ben in vista nei motori...
Al fine di ottenere le migliori prestazioni le valvole di aspirazione devono assicurare il massimo riempimento e quelle di scarico offrire la minor resistenza possibile al passaggio dei gas combusti. Fondamentale è che apertura e chiusura delle valvole siano il più rapide possibile in modo da avere la massima sezione di passaggio durante la maggior parte del tempo a disposizione per aspirazione e scarico.
Definite alzata e ampiezza della fase, la forma della camma viene quindi ricavata a partire dall'andamento desiderato di accelerazione della valvola, da cui conseguono l'andamento della velocità e dell'alzata.
Il profilo camma andrà poi valutato non solo dal punto di vista cinematico ma anche da quello dinamico, per ricavare il moto reale della valvola (ma qui torniamo a parlare, di molle, desmo, valvole pneumatiche..... ;) ).
Quindi l'alzata massima sarà la minore tra l'alzata massima consentita dalla dinamica del sistema di distribuzione e l'alzata oltre la quale il coefficiente d'efflusso non aumenta più.
La larghezza della camma è definita per permettere una lubrificazione ottimale del contatto camma-bicchierino.
La realizzazione
La prima fase è la foratura del tondo d'acciaio di partenza, la fase seguente è la tornitura dei diametri di base dell'albero a cui segue una prima fresatura dei profili. Per ottenere i profili gli alberi vengono montati su una speciale rettifica a copiare, dove è montato un eccentrico in scala maggiorata che funge da copiatore. Si fa una prima sgrossatura e si passa ai trattamenti termici. Dato che i trattamenti termici inducono delle lievi deformazioni, gli alberi vanno poi controllati e raddrizzati. Si passa poi alla rettifica di finitura dei boccioli e dei perni. La fase successiva prevede il rivestimento dei profili, che può essere PVD (Physical Vapour Deposition) e DLC (Diamond Like Carbon). Non resta che lappare i supporti e l'albero è pronto al montaggio.

Ovviamente per la foto ho scelto degli alberi con DLC, adoro il nero.... peccato che gli alberi non siano ben in vista nei motori...
Desmo o non Desmo?
...questo è il dilemma!
Nel sistema desmodromico non è più presente la molla di richiamo della valvola. Il sistema nasce costituito da un bilanciere a forchetta (ora sostituito da 2 bilancieri) comandato da due camme tra loro coniugate che comandano sia l'apertura che la chiusura della valvola, consentendo in teoria di utilizzare leggi di moto delle valvole più esasperate.
Il principio del desmo è indubbiamente allettante: in fase di apertura valvola non si deve più vincere il carico della molla di richiamo e inoltre scompare il pericolo dello "sfarfallamento", dannoso fenomeno che si manifesta agli alti regimi quando la forza esercitata dalla molla di richiamo non è più sufficiente a mantenere il contatto tra camma e valvola.
Il problema del rimbalzo in fase di chiusura della valvola nel desmo non esiste se si considera gioco di accoppiamento nullo tra equipaggio valvola e bilanciere, ma in realtà non è possibile, è sempre necessario prevedere un gioco di funzionamento.
Risulta quindi importante contenere sotto determinati limiti il gioco.
Le prestazioni della distribuzione desmodromica sono ottime a partire dai bassi regimi (dove risulta più scorrevole) sino ai medio-alti regimi (dove ha il pregio di eliminare eventuali fenomeni di distacco).
Per risolvere il problema di insofferenza agli altissimi regimi il sistema desmo è stato evoluto (o inquinato) introducendo delle molle di richiamo del bilanciere di chiusura.
Rispetto ai sistemi classici il sistema risulta più complesso e maggiore complessità significa maggior costo, oltre a presentare generalmente maggiori difficoltà di manutenzione.
Desmo o molle? A voi la scelta.... io la mia l'ho fatta... ^_^
Sistemi di comando della distribuzione di tipo classico
Non c'è nulla di più divertente che giocare con le molle...
La distribuzione di un motore, è quel sistema di comando delle valvole che gestisce l' apertura e la chiusura dei condotti di alimentazione, tale da far rispettare le quattro fasi di un motore a scoppio: Aspirazione, Compressione, Scoppio ed espansione, Scarico dei gas combusti.


In questi sistemi di comando le camme comandano solo la fase di apertura della valvole, mentre la chiusura è affidata ad una molla di richiamo che viene compressa durante l'apertura e torna ad estendersi durante la chiusura in modo da garantire un costante collegamento tra valvola e camma.
Detto così sembra che vada tutto benissimo, ma allora perchè qualcuno usa il Desmodromico??
La distribuzione di un motore, è quel sistema di comando delle valvole che gestisce l' apertura e la chiusura dei condotti di alimentazione, tale da far rispettare le quattro fasi di un motore a scoppio: Aspirazione, Compressione, Scoppio ed espansione, Scarico dei gas combusti.
I sistemi di comando classici si suddividono in 2 tipi:
- sistema ad aste e bilancieri
- sistema ad albero a camme in testa
Il sistema ad aste e bilancieri può essere costituito in due tipi di schemi:
- Il primo costituito da un solo albero a camme alloggiato nel basamento, a sua volta gli eccentrici (camme) dell’albero a contatto con le punterie, azionano le valvole attraverso le aste dei bilancieri, ed a sua volta i bilancieri con il relativo albero di sostegno ne trasmettono il comando agendo sullo stelo della valvola.
- Il secondo schema è caratterizzato da un doppio albero, di cui uno per il comando delle valvole di aspirazione e l’altro per quelle di scarico.

- Il primo dal funzionamento molto semplice, l’albero a camme è alloggiato direttamente sulla testa, e le camme sono a diretto contatto con le punterie a bicchiere trasmettendo direttamente il comando alle valvole, e può essere caratterizzato da due diverse configurazioni, di cui a singolo o doppio albero.
- Il secondo schema è altrettanto semplice, l’albero a camme non è a contatto diretto, ma ne trasmette il comando attraverso i bilancieri.

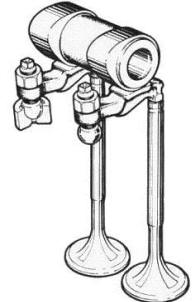
In questi sistemi di comando le camme comandano solo la fase di apertura della valvole, mentre la chiusura è affidata ad una molla di richiamo che viene compressa durante l'apertura e torna ad estendersi durante la chiusura in modo da garantire un costante collegamento tra valvola e camma.
Detto così sembra che vada tutto benissimo, ma allora perchè qualcuno usa il Desmodromico??
La forgiatura

E' il procedimento per mezzo del quale si producono componenti mediante deformazione plastica a caldo di alcuni materiali. Il procedimento in questione prende anche il nome di "fucinatura" e in molti casi consente di impartire al materiale caratteristiche meccaniche molto elevate (e quindi migliori di quelle che avrebbe lo stesso componente, utilizzando il medesimo materiale, se fosse ottenuto per fusione). Tipicamente vengono realizzati per fucinatura quasi tutti gli organi meccanici in acciaio. Al contrario le ghise si prestano soltanto alla realizzazione di particolari ottenuti per fusione. Alcune leghe di alluminio possono essere impiegate per ottenere pezzi fucinati mentre altre possono praticamente essere utilizzate solo per realizzare pezzi di fusione. Fondamentalmente il procedimento prevede il riscaldamento di un massello (ad esempio un pezzo di barra a sezione circolare) che viene portato a una temperatura talmente elevata da consentire lo scorrimento plastico del materiale (avete mai giocato con la plastilina??). Il massello viene inserito in uno stampo di acciaio sul quale viene collocato un "controstampo"; la deformazione plastica, che porta il pezzo ad assumere la conformazione voluta, si ottiene serrando con forza stampo e controstampo per mezzo di una pressa. In molti casi, oltre a fare assumere al materiale una struttura compatta e omogenea, e' possibile anche impartire ad esso una accentuata fibratura, sovente vantaggiosa dal punto di vista meccanico. Ecco perchè i nostri amati cerchi, pistoni, bielle, alberi motore forgiati pesano meno!!!
Sono forgiati anche i componenti che vengono ottenuti, dopo aver portato il metallo ad alta temperatura, semplicemente mediante martellatura sull'incudine come, ad esempio, i ferri di cavallo realizzati dai maniscalchi o le katane del maestro ninja Hattori Hanzo (Kill Bill rulez!!!).
Le leghe di alluminio
Ovvero, perchè l'alluminio è sempre più usato per componenti di auto e moto (e non solo...)?
Le leghe di alluminio, dette anche leghe leggere, sono leghe ottenute principalmente con la combinazione tra alluminio e rame, zinco, manganese, silicio, o magnesio. Le principali caratteristiche di queste leghe sono :
1. bassa densità: il loro peso specifico è uno dei più bassi fra tutti i materiali strutturali (2,7 g/cm³ contro i 7,9 g/cm³ dell'acciaio)
2. elevata duttilità : grazie a questa proprietà è possibile realizzare fogli sottilissimi di alluminio, anche a basse temperature.
3. elevata conducibilità termica ed elettrica: questa caratteristica rende alcune leghe di alluminio adatte alla realizzazione di pentole da cucina, o materiale elettrico.
4. basso punto di fusione (ca.
5. resistenza a corrosione in ambiente atmosferico: le leghe leggere resistono bene alla corrosione generalizzata, ma soffrono di altri tipi di corrosione, per cui vengono trattate con procedimenti come l'anodizzazione. Le leghe di alluminio possono sviluppare fenomeni di corrosione galvanica a contatto con l'acciaio inossidabile o con il titanio e le sue leghe.
Le leghe di alluminio sono usate nell'ingegneria strutturale in un largo campo di applicazioni. La selezione della giusta lega per una data applicazione richiede di effettuare considerazioni sulla resistenza statica, duttilità, lavorabilità, saldabilità e resistenza alla corrosione, caratteristiche meccaniche alle temperature di impiego e molti altri aspetti delle proprietà meccaniche del materiale.
I principali campi di applicazione sono:
1. campo aeronautico;
2. applicazioni motoristiche;
3. campo ferroviario;
4. costruzione di telai di biciclette;
5. serbatoi e tubi in pressione, applicazioni criogeniche;
6. accessori da cucina.
Se vogliamo capire quali sono le leghe più usate sulle nostre auto e moto dobbiamo concentrarci sulle leghe per lavorazioni plastiche (un pezzo dal pieno è ottenuto con una lavorazione plastica!!! ^_^):
1. gruppo 1000 (Alluminio): individua l’alluminio puro con un minimo del 99% di contenuto in peso. Sono possibili trattamenti per incrudimento per migliorare le caratteristiche di resistenza a scapito della duttilità e ottenendo un aumento della durezza.
2. gruppo 2000 (leghe Al - rame) dette Avional o Duralluminio: possono essere sottoposte al trattamento termico di indurimento per precipitazione in grado di migliorare le proprietà meccaniche di resistenza. Sono tra le più comuni leghe per uso aerospaziale, soprattutto ove è richiesta buona o ottima resistenza a fatica.
3. gruppo 3000 (leghe Al - manganese): possono essere lavorate per incrudimento.
4. gruppo 4000 (leghe Al - silicio): leghe da fonderia.
5. gruppo 5000 (leghe Al - magnesio) dette Peraluman: Trattabili con lavorazioni di deformazione a freddo per aumentarne la durezza. Unitamente a una buona resistenza alla corrosione, mostrano doti di buona lavorabilità.
6. gruppo 6000 (leghe Al – silicio e magnesio) dette Anticorodal: hanno una ottima lavorabilità con le macchine utensili e possono essere sottoposte al trattamento termico di indurimento per precipitazione, ma non si possono ottenere le caratteristiche che le leghe dei gruppi 2000 e 7000 possono raggiungere. Sono leghe con buona saldabilità.
7. gruppo 7000 (leghe Al – zinco e magnesio) dette Ergal: sono le leghe molto utilizzate in campo aerospaziale, nelle applicazioni strutturali di forza e sono in grado di raggiungere le migliori caratteristiche meccaniche tra tutte le leghe di alluminio. (ocio però! perchè cmq sono inferiori a quelle dell'acciaio!! =_=)
8. gruppo 8000 (leghe miste): tra queste importanti sono le leghe Al-Li (come la 8090), di minor densità (in base alla percentuale di litio), molto resistenti a fatica, mantengono una buona resistenza statica anche dopo danneggiamento da impatto, e rimangono molto tenaci anche a bassa temperatura.
La formula della potenza
Qual è la domanda alla base di tutto? "Chi siamo?" NO. "Da dove veniamo?" NO. "Dove andiamo?" NO.


La domanda è: "Come si genera la potenza?" ^_^
Alla base c'è il bilancio energetico di un cilindro che costituisce il motore.
Nel cilindro entra il calore totale Qt corrispondente alla massa di combustibile spesa ad ogni ciclo. Dall'albero motore esce il lavoro utile Lu fornito dal cilindro. Dal cilindro esce ad ogni ciclo l'energia dissipata Ed che corrisponde a queste perdite:
- Riscaldamento di aria e combustibile, che entrano nel cilindro a bassa temperatura e vengono espulsi sotto forma di gas combusti ad alta temperatura.
- Calore ceduto al refrigerante e al lubrificante.
- Calore corrispondente a una combustione non completa e al combustibile perso perchè espulso allo scarico o rifiutato all'aspirazione.
- Perdite organiche delle parti meccaniche in movimento.
Lu=Qt-Ed
Si può definire quindi il rendimento termico utile che è il rapporto tra il lavoro utile e il calore totale.
ηu=Lu/Qt
Se Lu è il lavoro utile fornito ad ogni ciclo, la potenza utile Wu è data dal prodotto del lavoro utile per il numero di cicli compiuti dal motore in un secondo.
Wu=Lu*ns*2/T
ns indica i giri al secondo compiuti dall'albero motore, mentre 2/T (in cui T rappresenta i "tempi" del motore) mette in conto il fatto che il motore sia 2 o 4 tempi.
Il lavoro utile può anche essere definito così:
Lu=ηu*ηvt*mbid*Hi
in cui:
ηvt è il rendimento volumetrico totale, rapporto tra la massa di combustibile reale e quella ideale (o tra le masse di aria necessarie per la combustione);
mbid è la massa di combustibile ideale e può essere espresso come il rapporto tra la massa d'aria necessaria a riempire il cilindro (data dalla densità dell'aria ρ0 per il volume del cilindro Vu) e il rapporto di combustione αt:
mbid è la massa di combustibile ideale e può essere espresso come il rapporto tra la massa d'aria necessaria a riempire il cilindro (data dalla densità dell'aria ρ0 per il volume del cilindro Vu) e il rapporto di combustione αt:
mbid=ρ0*Vu/αt
Hi è il potere calorifico inferiore del combustibile, in parole povere l'energia prodotta per unità di massa bruciata.La potenza quindi risulta:
Wu=ηu*ηvt*ρ0*Vu/αt*Hi*ns*2/T
In questa formula compare il regime di rotazione, una grandezza poco signifcativa poichè dipende fortemente dalle dimensioni del motore. Più importante è invece la velocità media del pistone u:
u=2*ns*C
in cui C è la corsa.
La formula della potenza diventa quindi:
Wu=ηu*ηvt*ρ0*Vu/αt*Hi*u/C*1/T
Ma il rapporto Vu/C non è altro che la superficie del pistone S, quindi:
Wu=ηu*ηvt*ρ0*S*Hi/αt*u/T
Moltiplicando per il numero dei cilindri Z si ottiene la formula della potenza di un motore pluricilindrico:
Wu=ηu*ηvt*ρ0*Z*S*Hi/αt*u/T
Ora che vi siete persi nel seguire le formule vi dico dove volevo arrivare...
nell'ultima formula non compare la cilindrata...
questo significa che facendo comparire la velocità del pistone (grandezza che ha un limite molto stretto) la potenza utile del motore non dipende più dalla cilindrata ma dalla superficie totale dei pistoni!!!
Quanto è bello un pistone da 106 mm?!?!?!?! ^_^


Iscriviti a:
Commenti (Atom)

